SMT vs. THT in PCB Assembly: Which is Best?
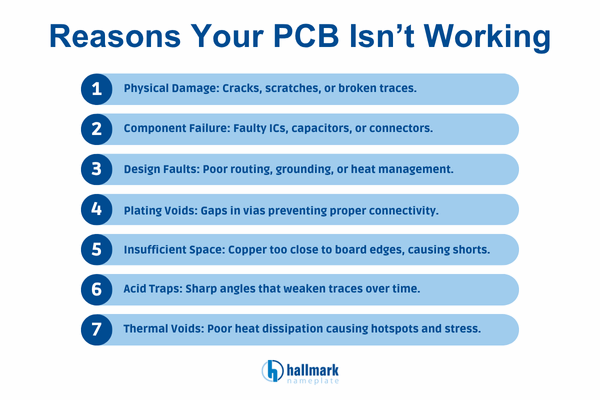
Every failed PCB build has an origin point. Most engineers assume it’s a manufacturing defect, a bad component batch, or a soldering error. But the most expensive, preventable failures trace back to a single decision made before production ever started: the choice between surface mount technology (SMT) vs through-hole technology (THT).
Here’s what most suppliers won’t tell you upfront: these two technologies are not interchangeable. They perform differently under stress, have different cost structures at scale, and behave differently within the real-world operating environments your product will actually face, whether that’s a surgical suite, a military vehicle, or an industrial control panel.
The dangerous part? It often looks fine on paper until it doesn’t.
Understanding the real difference between SMT and through-hole isn’t just technical due diligence. It’s the foundation of every reliable, cost-efficient, field-proven PCB build.
Here’s what you need to know before your next project goes to production.
Key Takeaways:
- SMT and THT are not interchangeable: Choosing the wrong technology causes field failures, rework costs, and compliance issues that no QA process will catch in time.
- Your operating environment is the deciding factor: Vibration, heat, stress, and regulatory requirements determine which technology your board actually needs, not personal preference or vendor convenience.
- Most high-performance boards use both: Mixed-technology assembly combines SMT’s density with through-hole’s mechanical strength and requires a manufacturer who can execute both flawlessly.
- Your manufacturer’s capabilities matter as much as your design: A shop limited to one technology will fit your design to their process, while the right partner fits their process to your design.
What Is SMT & Why Engineers Love It
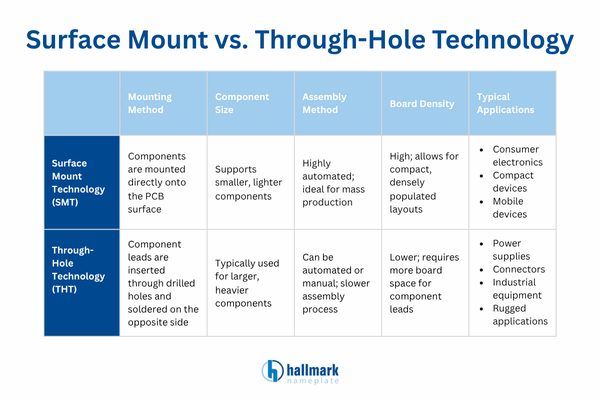
Surface mount technology (SMT) is the dominant PCB assembly method in modern electronics. Components mount directly onto the surface of the board, with no drilling required.

This makes SMT ideal for high-density, compact designs where space and weight matter.
Here’s what makes SMT stand out vs THT:
- Smaller component footprint enables tighter, more complex circuit designs
- Faster automated assembly means lower labor costs and shorter lead times
- Components can be placed on both sides of the board
- Superior high-frequency performance due to shorter electrical paths
SMT is the go-to for electronics where miniaturization is non-negotiable, think medical devices, telecommunications equipment, and compact industrial controllers.
The SMT Advantage: Speed, Scale, and Precision
Let’s talk numbers. SMT assemblies can achieve component placement rates of tens of thousands of components per hour using automated pick-and-place machines. That’s not just efficiency — it’s a competitive advantage.
At scale, SMT dramatically reduces your per-unit cost, which directly impacts your product’s margin and your ability to win competitive bids. For buyers in the computer & IT, food service, and telecommunications sectors, where product cycles are fast and volumes are high, SMT is typically the right foundation.
Through-Hole Isn’t Dead, Far From It
Here’s the truth most suppliers won’t tell you: through-hole technology (THT) still dominates in high-stress, high-stakes applications. Components in THT are inserted through drilled holes and soldered on the opposite side of the board, creating a mechanical bond that’s extraordinarily robust.
When through-hole is the smarter choice:
- Applications exposed to extreme heat, vibration, or mechanical stress
- Military and aerospace environments where component failure isn’t an option
- High-power connectors, transformers, and capacitors require superior anchoring
- Prototype and low-volume runs where manual assembly is more cost-effective
The reality? If your product operates on a jet, in a surgical suite, or on a factory floor, through-hole reliability often justifies every penny of the additional cost.
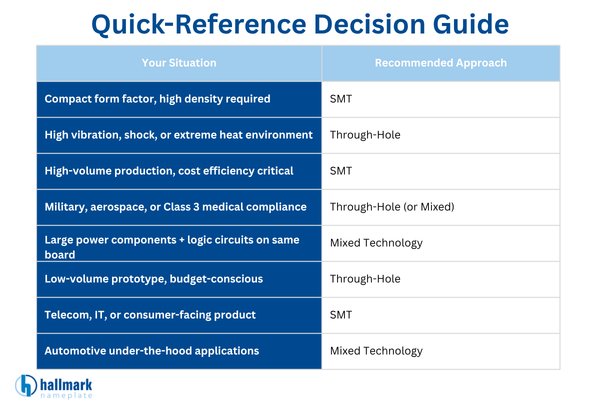
SMT vs THT: Which Technology Is Right for You?
Before you spec a single component, answer these five questions honestly. Your answers will tell you nearly everything you need to know.
1. What environment will this board operate in?
This is the most critical factor. SMT performs reliably in standard operating environments, controlled temperatures, minimal vibration, and predictable stress. But the moment your board faces extreme heat cycles, constant mechanical shock, or high humidity, the through-hole’s superior mechanical bond becomes non-negotiable.
If your product operates in aerospace, defense, or heavy industrial settings, through-hole on structural components is not optional; it’s mandatory.
2. How much board real estate do you have?
Space-constrained designs, wearable medical devices, compact control panels, and telecommunications equipment demand SMT. You simply cannot achieve the same component density with through-hole.
If size and weight are primary design constraints, SMT wins. Full stop.
3. What is your production volume?
This is where budget and technology intersect. SMT’s automated pick-and-place assembly scales beautifully; the more units you run, the lower your per-unit cost drops. Through-hole relies heavily on manual assembly and soldering, which keeps labor costs elevated regardless of volume.
For prototype and low-volume runs under 500 units, through-hole is often more cost-efficient. For mid-to-high volume production, SMT delivers the margin advantage.
4. What are your compliance and certification requirements?
Certain industries carry non-negotiable standards. Military and defense contracts frequently reference MIL-STD-810 for environmental stress. Medical devices often require IPC-A-610 Class 3 workmanship standards. Aerospace applications demand rigorous thermal and vibration performance documentation.
Through-holes’ mechanical resilience typically makes it easier to satisfy the most demanding certification thresholds, particularly where solder joint integrity is tested under sustained stress.
5. Does your design include high-power components?
Power transformers, large capacitors, high-current connectors, and relays generate significant heat and mechanical force during operation. SMT solder joints are not engineered to anchor these forces long-term. Through-holes’ physical insertion into the board substrate provides the structural support these components demand.
If your design includes heavy power components alongside signal processing logic, you’re almost certainly looking at a mixed-technology board.
Why Mixed Technology Is Sometimes Best
Here’s where most engineers oversimplify the decision. Many high-performance boards don’t choose one or the other. They use both.
Mixed-technology PCB assembly combines SMT’s density and speed with through-hole’s mechanical strength exactly where it’s needed. Precision connectors, power components, and structural anchors use through-hole. Signal processing, logic, and microcontrollers use SMT.
This hybrid approach is increasingly common in:
- Medical devices requiring a compact form with reliable connections
- Military electronics that need dense logic circuits and ruggedized power interfaces
- Industrial controls with membrane switches or control panels integrated into the assembly
The key is having a manufacturer who can execute both flawlessly, in-house.
The Hidden Variable: Your Manufacturer’s Capabilities
You can have the perfect PCB design on paper. But if your manufacturer can’t execute both technologies with precision, or forces you to work around their limitations, then you’re already at a disadvantage.
What to look for in an electronic assembly partner:
- Demonstrated experience with both SMT and through-hole processes
- IPC-compliant quality standards and documented quality control processes
- U.S.-based manufacturing (especially critical for military and aerospace compliance)
- Hands-on engineering and design support, not just a quoting portal
- Ability to scale from prototype to production without switching vendors
This is not a standard procurement decision. The wrong partner costs you in rework, delays, and failed inspections.
Choose the Right Partner for Your PCB Assembly
Now you understand the real difference between SMT vs THT and why the most sophisticated PCB builds use both strategically. The technology you select needs to match your environment, your volume, your compliance requirements, and your performance specifications. Don’t let budget pressure push you toward the wrong method, and don’t let a vendor’s limited capabilities define your design.
Ready to get your PCB assembly right the first time?
At Hallmark Nameplate, we’ve been engineering and assembling precision electronics for clients in aerospace, military, medical, and industrial sectors since 1957. Our U.S.-based team provides hands-on design support, full SMT and THT capability, and the quality certifications your project demands. Whether you’re in prototyping or scaling to full production, we deliver boards that perform exactly as specified.
Don’t leave your next PCB build to chance. Partner with a manufacturer who’s been getting it right for over six decades.
Request a quote or get a free sample box today!
Want to learn more? Read our complete guide to PCBs and electronic assembly.