The Complete Guide to Industrial and Custom Labels

Get a FREE Product Sample Box!
Order a product sample box to feel the quality of our work before deciding to make a batch order.
I’ve worked with countless manufacturers, warehouses, and production teams, and one thing always stands out: the right labels can transform chaos into clarity.
Companies using well-designed industrial labels reduce accidents, boost compliance, and streamline operations almost instantly.
In this guide, you’ll discover everything you need to know about labels, custom labels, and industrial labels, from types and benefits to design best practices and choosing the perfect manufacturer.
Ready to create labels that work as hard as you do? Let’s dive in.
Key Takeaways:
- The right labels instantly improve safety, compliance, and workflow efficiency across manufacturing, warehouse, and industrial environments.
- Not all labels are created equal; choosing the correct type, material, and adhesive directly impacts durability and performance.
- Proper design elements (like signal words, icons, color, and clear wording) ensure labels are understood at a glance and meet OSHA/ANSI standards.
- Partnering with an experienced label manufacturer ensures your labels withstand harsh conditions, stay compliant, and support long-term operational success.
Common Types of Labels
Labels aren’t one-size-fits-all, and choosing the wrong type can lead to confusion, delays, or even safety risks. That’s why understanding the most common types of industrial labels is the first step toward building a safer, more efficient operation.
Let’s break down the core label categories so you can pick the perfect fit for your environment.

1. Shipping Labels
Shipping labels keep products moving quickly and accurately through the supply chain.
They display essential details such as:
- Addresses
- Handling instructions
- Tracking codes
When designed correctly, these custom labels reduce human error, prevent misrouting, and ensure carriers can seamlessly scan, sort, and deliver packages.
They’re the backbone of fast, dependable logistics.
2. Warning & Safety Labels
Warning and safety labels protect workers from hazards that could result in injuries, downtime, or compliance issues.
These industrial labels clearly communicate risks like:
- High voltage
- Rotating equipment
- Pinch points
- Chemical exposure
Strong visuals and standardized signal words ensure workers notice and understand dangers instantly. In high-risk environments, these labels aren’t optional; they’re life-saving tools that support OSHA and ANSI compliance.
3. Barcode Labels
Barcode labels make data capture instant, accurate, and effortless. They improve traceability, inventory accuracy, and workflow speed across warehouses, production lines, hospitals, and more.
Even better, barcode custom labels can be engineered for extreme environments, including exposure to:
- Chemicals
- Abrasion
- Moisture
- High or low temperatures
Whether you’re tracking assets, inventory, or equipment, barcode labels keep operations running smoothly.
4. Product Labels
Product labels are both informational and promotional. They communicate critical product details such as:
- Ingredients
- Specifications
- Certifications
- Branding elements
These labels influence purchasing decisions, build consumer trust, and support compliance with industry regulations.
Well-designed product labels combine durability with strong visual appeal, ensuring your product stands out while staying compliant.
5. Inventory Labels
Inventory labels bring structure and efficiency to warehouses and stockrooms.
They simplify identification, cycle counts, order picking, and audits, reducing bottlenecks and minimizing costly mistakes.
These industrial labels help teams move faster with confidence, especially when integrated with barcode or QR technology.
The result? Better tracking, fewer inaccuracies, and a smoother operation from end to end.
Benefits of Labels
You already know labels help identify things. But the truth is, custom labels do so much more behind the scenes.
From reducing accidents to strengthening your brand, the right labels create a ripple effect across your entire organization. Here’s how these small tools deliver massive operational impact.

1. Reduce Accidents
Accidents happen, but clear labels help prevent them.
Industrial labels act as constant visual reminders, alerting employees to potential hazards before mistakes occur. Think “High Voltage,” “Pinch Point,” or “Hot Surface.” When workers see these warnings, they respond quickly, reducing the likelihood of injuries.
Properly labeled equipment and workspaces create a culture of safety. Employees know risks are being managed, which fosters confidence and accountability.
2. Enhance Compliance
Regulatory compliance isn’t optional; it’s essential.
Standards from OSHA, ANSI, ISO, and GHS specify how hazards must be communicated. Using correct industrial labels ensures your workplace meets these legal requirements.
Skip the labels, and you risk fines, lawsuits, and reputational damage. Add them, and you show commitment to safety and quality. That’s a win-win for your team and your brand.
Under OSHA’s 2025 top 10 safety violations list, the regulation related to hazard communication (which includes labeling and chemical hazard warnings) remains among the most cited standards. This shows how often labeling deficiencies contribute to compliance failures.
3. Improve Visibility & Tracking
Lost inventory or misplaced equipment wastes time and money. According to a 2025 inventory‑management report, about 43% of companies say inventory management is their biggest challenge, and many report increases of 10–30% in operational costs due to poor inventory processes.
Labels make items instantly recognizable, whether it’s a pallet in a warehouse or a tool on a production line. Barcodes, QR codes, and inventory labels create a seamless system for tracking and managing assets.
With enhanced visibility, your operations run more smoothly, audits are easier, and mistakes become rare. Imagine never searching for a part or package again. Labels make it possible.
4. Increase Usability
Labels aren’t just for safety; they improve usability too.
Equipment labels explain correct operation, reducing guesswork. They guide employees on settings, maintenance schedules, and handling instructions.
The result? Faster onboarding, fewer mistakes, and smoother workflows. Workers spend less time figuring out how to use equipment and more time doing their job efficiently.
5. Boost Branding
Yes, labels can sell. Custom labels differentiate your products on shelves or in B2B environments. Colors, typography, and material choices communicate professionalism, quality, and brand identity.
A well-designed label creates a lasting impression. It tells your story, reinforces trust, and encourages repeat business, without a single word spoken.
Process of Manufacturing Labels
Behind every durable, accurate label is a carefully engineered manufacturing process. Each step, design, material, adhesive, and printing determines how well your custom labels stand up to real-world conditions.
Let’s pull back the curtain on how high-quality labels are made.
1. Design
Design is the foundation of every effective label. It starts with layout planning, deciding what information is essential and how to prioritize it visually. Key elements like color, font, icons, and hierarchy must work together to create instant understanding.
Consider the environment. Industrial labels may need large, bold fonts for low-light warehouses, while product labels for consumer goods might focus on branding and readability at the shelf level.
Pro tip: Involve your team in the design process. Operators, safety officers, and compliance managers can provide insights that ensure the label communicates effectively in real-world conditions.
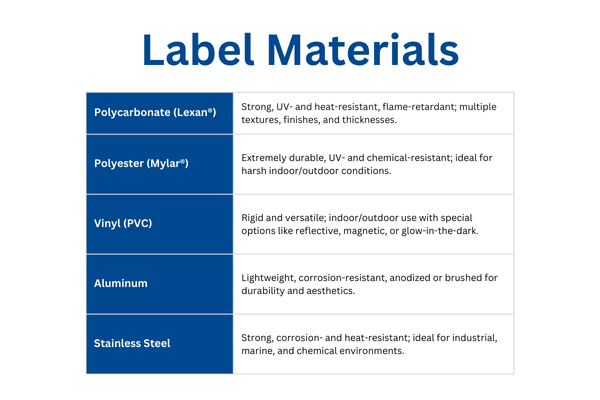
2. Choose the Right Material
Not all label materials are created equal. Vinyl, polyester, and polycarbonate each offer unique durability levels, resistance to chemicals, temperature fluctuations, and UV exposure.
The right material ensures your labels remain legible and intact over time. The key is to match the material to your environment, not the other way around.
For example:
- Vinyl: Flexible, moisture-resistant, and ideal for outdoor equipment, shipping, and curved surfaces.
- Polyester (PET): Extremely durable with strong chemical, abrasion, and heat resistance. Perfect for factories, warehouses, and industrial machinery.
- Polycarbonate: Excellent for high-heat environments and control panels; offers clarity and dimensional stability.
- Aluminum: Rigid, weatherproof, and corrosion-resistant. Ideal for nameplates, rating plates, asset tags, and long-term outdoor use.
- Stainless Steel: The most rugged option, resistant to chemicals, abrasion, fire, and extreme temperatures. Required in environments such as oil & gas, food processing, and medical sterilization areas.
3. Select Adhesive
Adhesive choice is just as critical as the material itself. The wrong adhesive can lead to peeling, curling, or complete label failure.
Permanent, removable, and specialty adhesives keep labels firmly in place under a wide range of conditions. Factors such as humidity, surface texture, temperature, and chemical exposure guide the right choice.
Pressure-sensitive adhesive (PSA) is the most common. Manufacturers will often recommend options based on:
- Permanent vs. repositionable application
- Pressure-sensitive vs. heat-activated adhesion
- Flat vs. curved surfaces, smooth vs. rough (LSE adhesives work best on textured surfaces)
- Indoor vs. outdoor use (UV or water-resistant adhesives)
- Exposure to chemicals or extreme temperatures
- Opacity requirements (clear vs. white adhesive)
Common adhesive examples include:
- 467MP: Excellent adhesion to metals and high surface energy (HSE) plastics. Strong resistance to humidity, chemicals, solvents, and temperature swings. Perfect for long-term bonding of nameplates, overlays, and rating plates.
- 468MP: Similar to 467MP but with a thicker adhesive layer for better grip on textured or irregular surfaces. Ideal for applications with rough or uneven surfaces.
Selecting the right adhesive ensures your industrial labels remain in place for their intended lifespan, maintaining safety, compliance, and readability.
4. Printing
Printing transforms your label from a design into a physical, high-performing product. Different printing methods offer varying levels of precision and durability:
- Digital printing: Ideal for small to medium runs with vibrant colors and high-resolution images.
- Screen printing: Great for industrial and product labels requiring thick inks and durability.
- Sub-surface printing: Protects the image beneath a clear layer, ensuring resistance to abrasion, chemicals, and fading over time.
High-quality printing guarantees legibility, color fidelity, and durability. Even the strongest materials and adhesives cannot compensate for poor print quality; blurred text or faded icons can compromise safety and efficiency.
Key Visual Elements of an Effective Label
Ever wonder why some labels grab attention instantly, while others get ignored? It all comes down to the visual elements that make a label clear, compliant, and impossible to overlook.
Before creating or updating your custom labels, let’s explore the essential design components that determine whether a label succeeds… or fails.
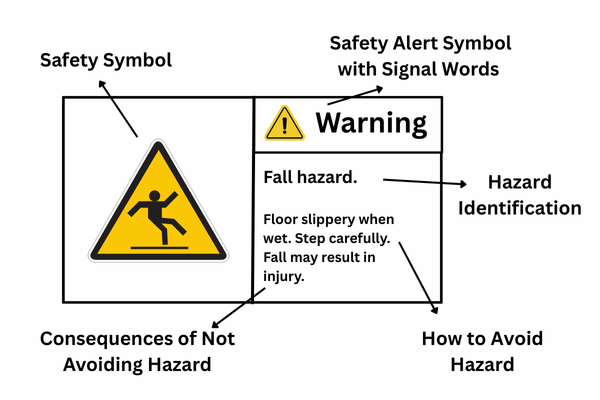
1. Header Bar
The header bar is your label’s anchor.
It immediately communicates the category or purpose of the label using bold colors and clean typography. A strong header bar draws the eye and ensures that even at a quick glance, the information hierarchy is clear.
Pro tip: Consistency across all labels builds familiarity, so employees recognize critical areas without having to read every detail.
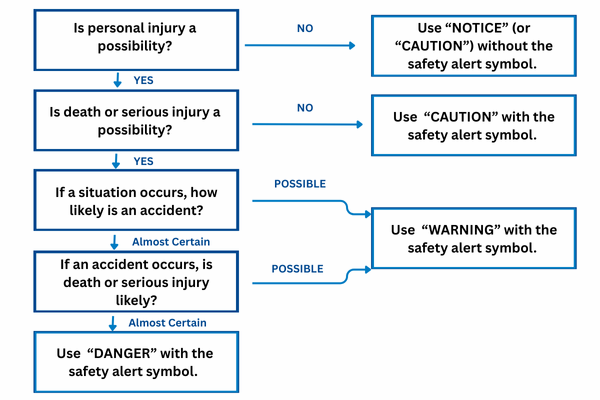
2. Signal Word
Signal words are your label’s first line of defense and instantly communicate the level of risk:
- Danger: Indicates a high level of risk that could result in serious injury or death if not avoided
- Warning: Signals a moderate level of risk that could lead to injury or serious harm
- Caution: Highlights a lower level of risk that still requires attention and care
- Notice: Provides important information unrelated to personal injury, such as equipment operation instructions
- Safety Instructions: Offers step-by-step guidance to ensure safe handling, operation, or maintenance
These power words grab attention, ensure compliance with OSHA and ANSI standards, and prevent employees from missing critical instructions.
Remember, the signal word must match the severity of the hazard; overstating risks can cause fatigue, while understating them can be dangerous.
3. Symbols
A picture is worth a thousand words.
Pictograms and icons convey information faster than text alone, making labels universally understood, even across language barriers. For example, a flame icon instantly communicates flammability, while a skull symbol warns of toxic substances.
Consistent use of standard symbols increases comprehension, reduces accidents, and supports regulatory compliance.
4. Word Message
The word message explains the hazard and required action.
Keep it short, sharp, and actionable. Ideally, your label should explain the risk, the consequence, and the action in two sentences or fewer.
Example: “High voltage. Disconnect power before servicing.” Clear messaging leaves no room for misinterpretation and improves workplace safety.
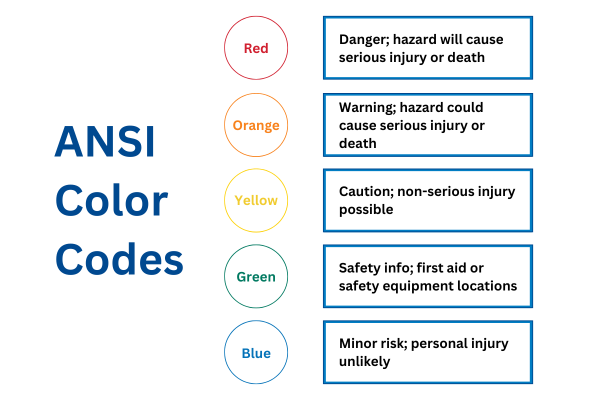
5. Color
Color isn’t just decorative, it’s functional.
Bright, contrasting colors draw attention, signify risk levels, and improve readability. Red typically signals danger, yellow indicates caution, and green communicates safety or permissible action.
Using a consistent color scheme across all industrial labels helps employees recognize hazards quickly and reinforces the overall safety culture.
6. Typography
Typography determines how easy your label is to read.
Choose bold, legible fonts that are easy to scan from a distance. Avoid overly decorative fonts; they reduce readability and can cause confusion. Font size, weight, and spacing all impact how effectively your message is communicated.
Pro tip: Pair strong typography with high-contrast colors for maximum visibility, especially in industrial environments with low lighting or high activity.
Tips for Creating Effective Labels
Creating powerful, high-performing industrial labels doesn’t happen by accident. It requires strategy, clarity, and a deep understanding of how workers process information in real-time.
The good news? These proven tips will help you design labels that workers notice, understand, and act on immediately.
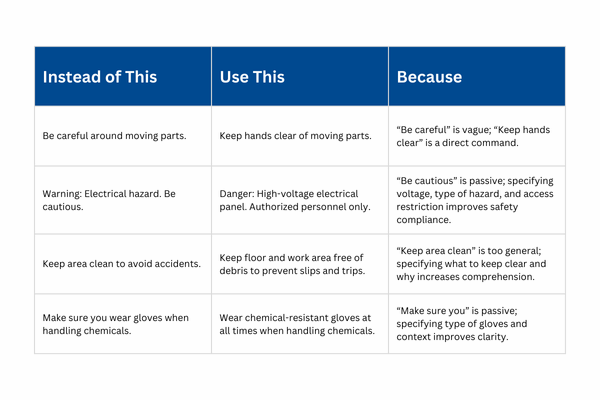
1. Write Clearly
Clarity is king when it comes to labels.
- Keep text simple, direct, and easy to scan
- Avoid technical jargon or ambiguous terms that slow down comprehension
For example, instead of “Handle with care, potential kinetic energy hazards exist,” simply say, “Keep hands clear—moving parts may cause injury.”
Short sentences and strong action verbs make labels readable at a glance, especially in fast-paced industrial environments.
2. Select Appropriate Signal Words
Signal words convey risk instantly. Use the correct hierarchy, Danger > Warning > Caution, to match the severity of the hazard.
This improves workplace safety and helps employees prioritize attention.
Overusing strong words like “Danger” can cause fatigue, while understating risks with “Caution” may result in accidents. Choose wisely, and your industrial labels will communicate urgency accurately.
3. Use Consistent Pictograms & Symbols
Stick to standardized icons and pictograms for hazards, instructions, or equipment operation. Consistency across all labels strengthens recognition, reduces confusion, and improves response times.
For example, the same flame symbol should always indicate flammability, whether it appears on a chemical container, a machine, or a storage area. Familiar visuals speed up comprehension and support compliance with ANSI and OSHA standards.
4. Provide Context
Labels should explain more than the risk; they should explain the consequences.
Don’t just state “High Voltage.”
Instead, clarify, “High Voltage—Risk of serious injury or death. Disconnect power before servicing.”
Providing context increases employee understanding and compliance, reducing accidents and operational errors. A label that explains the “why” behind the warning is far more effective than one that only states the “what.”
5. Choose Durable Materials
Industrial environments are harsh. Labels are exposed to heat, chemicals, abrasion, moisture, and UV light.
Choosing the right material, vinyl, polyester, polycarbonate, or laminated options, determines how long your labels last. The last thing you want is peeling, fading, or illegible text that compromises safety or compliance.
Pro tip: For outdoor equipment or high-chemical areas, invest in laminated or coated labels for maximum durability.
6. Comply With Standards
Compliance isn’t optional.
Follow OSHA, ANSI, ISO, and GHS guidelines to ensure your labels meet safety and regulatory requirements. Compliance protects your business from fines, lawsuits, and reputational damage.
Well-labeled equipment demonstrates a culture of safety and professionalism, which can positively influence audits, inspections, and client trust.
7. Follow Proper Positioning & Punctuation Rules
Even the best label fails if it’s poorly placed.
Place labels where they are impossible to miss, eye level, near hazards, or at points of use. Avoid cluttering the space with multiple small labels that compete for attention.
Use strong verbs and precise punctuation for maximum clarity. For instance: “Wear safety gloves. Keep hands clear of moving parts.” This ensures instructions are not just visible but immediately actionable.
Applications/Industries That Need Labels
Almost every industry relies on labels, but not all industries need them for the same reasons. From safety to branding to compliance, different environments demand different label solutions.
Here’s where industrial labels play a critical role across major sectors.

1. Food & Beverage
Labels in the food and beverage industry are more than just packaging; they’re critical for safety, compliance, and traceability.
Expiration dates, nutrition facts, allergen information, and traceability codes help keep products safe for consumers. FDA regulations require accurate and legible labeling, while barcodes and QR codes enable inventory tracking and recall management.
Durable custom labels that resist moisture, refrigeration, and abrasion are essential to ensure information remains readable throughout the supply chain.
2. Health
In healthcare, labels are literally life-saving tools.
Hospitals, clinics, and labs rely on barcode labels, patient ID wristbands, and medication labels to ensure accuracy and patient safety. Labels must withstand sterilization, refrigeration, and handling while remaining legible under critical conditions.
Errors can have severe consequences, so high-quality industrial labels that meet strict healthcare compliance standards are non-negotiable.
3. Personal Care
Beauty and personal care products rely heavily on custom labels to convey ingredients, usage instructions, and branding.
Labels must survive moisture, oils, and handling while maintaining visual appeal on store shelves. The right combination of material, finish, and design elevates brand perception, builds consumer trust, and supports regulatory compliance for ingredient disclosure.
Custom labels in this space are both functional and a powerful marketing tool.
4. Electrical & Electronics
The electrical and electronics industries demand industrial labels that communicate critical safety information.
High-heat, high-voltage, and equipment warning labels must remain durable under extreme conditions. Fading labels or worn symbols can cause operational errors, accidents, and compliance violations.
Durable materials and adhesive choices, combined with clear signal words and symbols, ensure warnings are always visible and understood, protecting both workers and equipment.
5. Industrial
Manufacturing and industrial environments are some of the toughest for labels.
Industrial labels must withstand chemicals, abrasion, oil, heat, and repeated handling without fading or peeling. From machinery identification to hazard communication, these labels are essential for worker safety, regulatory compliance, and operational efficiency.
Customization is critical here; labels must fit equipment, surfaces, and processes while remaining durable in the harshest conditions.
6. Automotive
Automotive operations rely on precise, long-lasting labels at every stage of production and maintenance.
VIN stickers, part identification labels, and service reminders must remain accurate and legible throughout vehicle life cycles. High-quality industrial labels resist heat, oils, cleaning chemicals, and mechanical stress.
Durability, accuracy, and regulatory compliance are paramount in this sector; labels are not just functional, they protect the brand and ensure operational excellence.
7. Aviation
Precision and safety are critical in aviation. Labels are used for part identification, maintenance tracking, and safety warnings.
Durable materials, clear signal words, and compliance with industry standards ensure labels remain legible in extreme temperatures, vibration, and high-stress conditions, keeping both crews and passengers safe.
8. Architecture
Labels in architecture help identify materials, track inventory, and provide safety or installation instructions on construction sites. Durable, weather-resistant labels ensure information remains visible on blueprints, samples, and building components, supporting compliance, workflow efficiency, and on-site safety.
How To Choose the Right Label Manufacturer
Not all label manufacturers are created equal. Choosing the wrong partner can lead to fading print, peeling adhesives, compliance failures, and costly downtime.
Before committing to a provider, here’s what you need to look for to ensure your custom labels are built to perform.

1. Experience in Industrial Environments
Your manufacturer should understand the unique challenges of industrial labeling.
From extreme temperatures to chemical exposure and heavy wear, industrial labels must endure harsh conditions. A manufacturer with experience in these environments will know which materials, adhesives, and coatings hold up best.
Pro tip: Ask for examples of labels they’ve produced for similar industries. A company that has worked with chemical plants, warehouses, or heavy machinery can anticipate challenges before they occur.
2. Material & Adhesive Expertise
Labels are only as good as the materials and adhesives behind them.
Your manufacturer should guide you toward the right specs, not just print whatever you request. They should understand which materials resist heat, moisture, abrasion, or UV exposure and recommend adhesives that stick reliably to metal, plastic, or textured surfaces.
For example, pressure-sensitive adhesives like 467MP or 468MP are excellent for harsh environments, but only an experienced manufacturer will know which is best for your application.
3. In-House Design Support
Good design is critical for readability, compliance, and usability.
Manufacturers with in-house design teams can help you create labels that are visually clear, compliant with OSHA, ANSI, or GHS standards, and aligned with industry best practices. They can provide guidance on layout, typography, colors, and icons to maximize effectiveness.
This means fewer revisions, fewer errors, and labels that perform perfectly from the moment they’re applied.
4. Customization Capabilities
Every operation is unique, and your labels should be too.
Look for manufacturers that offer flexibility in shapes, sizes, colors, and materials. Whether you need small asset tags, large safety decals, or multi-layer product labels, the ability to customize ensures your labels fit your exact requirements.
Customization isn’t just about aesthetics; it’s about function. Proper sizing, material selection, and printing methods make a huge difference in durability and compliance.
5. Fast Turnaround & Consistency
Delays in label production can slow down operations and create costly bottlenecks.
Choose a manufacturer who can deliver reliable production schedules without sacrificing quality. Consistent print quality, color matching, and adhesive performance across batches are essential for operations that depend on uniform labeling.
This ensures your labels remain reliable across time, production runs, and multiple locations.
6. Proven Results
Finally, trust but verify.
Look for testimonials, case studies, and client references. Proven results show the manufacturer can consistently produce durable, high-performing industrial labels that meet compliance and operational standards.
Ask for samples, and see how their labels hold up under your specific environmental conditions. The right manufacturer turns labels into a strategic asset rather than a liability.
When you find a provider who checks all these boxes, stick with them. They become a long-term asset, not a vendor.
Get High-Quality Labels For Your Business
Industrial and custom labels may seem small, but they deliver massive operational impact, from safety and compliance to branding and efficiency.
Are you ready to upgrade to labels that last longer, perform better, and elevate your operations? Our team specializes in crafting durable, high-performance industrial labels, custom labels, and specialty solutions built for harsh environments.
If you want labels that improve safety, boost productivity, and enhance your brand, reach out today. We’re ready to build the perfect solution for your business. Get a sample box today and see the quality for yourself.